

I've jumped ahead a bit on the case parts. I was able to get the veneer sanded on Wednesday evening and spent time yesterday prepping the veneer for pressing. Here is last nights first press using torsion box platens. I contemplated buying a vacuum press, but the cost is prohibitive right now. So the torsion box platens were my plan b. So far so good.
And A Little Off The Top

After hand planing the molding to a very consistent width, I decided to take a bit off the height. So here's the second setup I used to hold the molding so I could work the bottom edge. Again, constantly checking progress with a square and calipers.
Sometimes The Hardest Part Is In The Holding
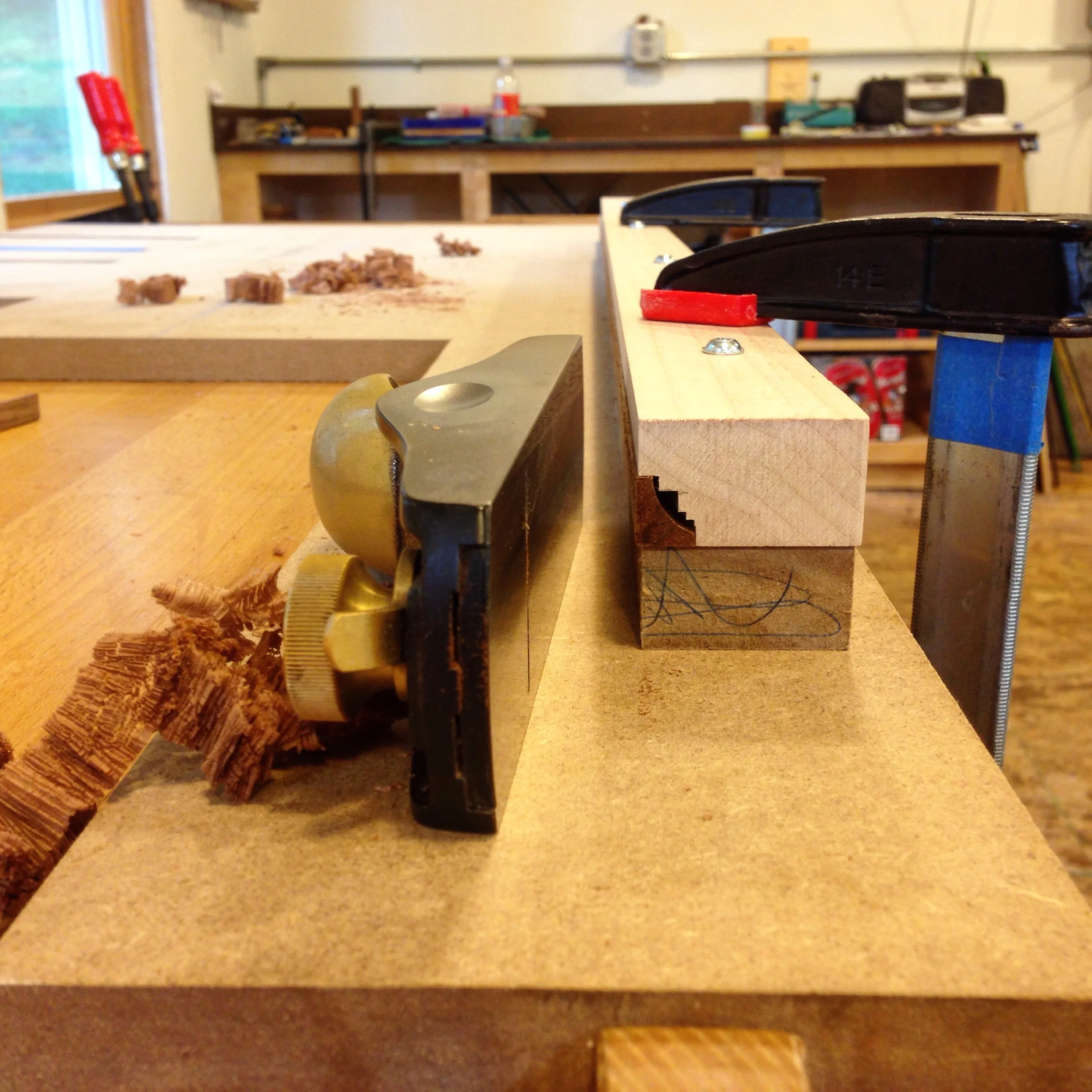
In order to hold the small molding to clean up the band sawn edge, I made this little thing to "capture" the molding while I worked it with a block plane. Not pretty, but it worked extremely well. It was kind of slow going as I had to frequently disassemble to check each piece for square and consistent width.
Tiny Moldings
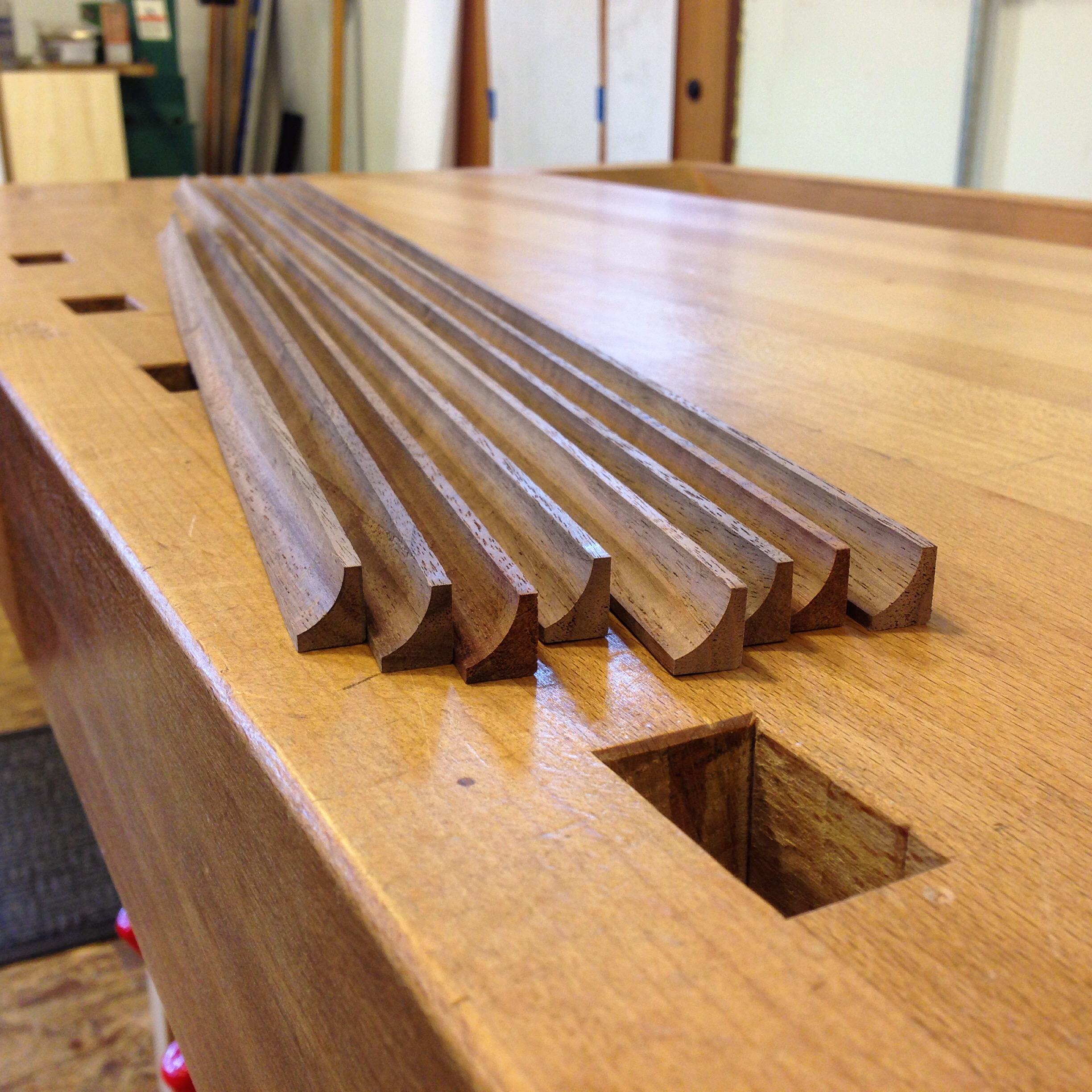
Tiny little moldings to make the transition from base to case. The profile is not a radius, something closer to an ellipse. This started out as wider stock as it is safer (and yields better results) to mill wider stock rather than these narrow pieces. I ripped them to slightly oversize on the bandsaw and will clean up the band sawn face with a block plane.
Making Mortises

The mortises for the vertical dividers are cut and cleaned up. I used a palm router with up-cutting spiral bit. I also knifed all cross grain to prevent tear out and also to provide an edge to place a chisel when cleaning up. Since all of the mortises were laid out individually I'm sure there are slight differences in widths (like a few thousandths), but I'll account for that when cutting the corresponding tenons.